采用行星式球磨机对药用三七进行超微粉碎,以节能降耗为目标,利用单因素和正交旋转试验法设计试验方案,并对试验数据进行多指标的综合平衡法分析和响应曲面数据分析,综合粒径和电功 2 个指标优化出最佳球磨工艺条件为: 转速 400r/min,时间 90 min,球比 4 ∶ 1; 建立了三七超微粉碎能耗与球磨因素之间的数学模型,得到影响球磨机能耗的关键因素从大到小依次为时间 > 转速 > 球料比,为提高三七超微粉碎生产率并降低能耗寻找有效途径。
在国际能源日趋紧张、农产品加工能耗高、全球粮食短缺问题依然严重的情况下,降低农产品加工过程中的损失率、减少农产品加工能量消耗、减轻农民和涉农产业负担,已成为节能减排、建设富裕社会主义必须解决的科学问题。
球磨机是粉磨工业领域中被广泛采用的一类粉磨设备,球磨作业的电耗和钢耗在能源消耗上占有很大的比重,通过建立球磨机内部状态( 球料比、主轴转速) 与外部参数( 有功功率、球磨物料效率) 之间的关系,研究球磨物料功耗的变化规律对提高球磨物料效率、降低球磨物料能耗和费用具有重要意义。
三七被誉为南方人参,是常用的大宗贵重细料中药材之一,在我国医学、食品等领域得到普遍的应用。
近年来发展起来 的 超 微 粉 碎 技 术 可 以 将 三 七 加 工 成 三 七 超 微 粉( < 10 μm) 甚至纳米三七粉( 50 nm) ,极大地提高了三七有效成分的利用率,因而成为超微粉碎技术在中药领域应用研究的热点。
目前对三七超微粉碎方法及工艺研究较多,而对超微粉碎能耗的试验研究较少。
因此,本试验采用行星式球磨机对三七进行超微粉碎单因素和正交试验,初步探讨球磨工作参数对三七超微粉碎后的粒度与能耗的关系,确立影响三七超微粉碎能耗的关键因素; 优化三七超微粉碎工艺参数,为三七超微粉碎的后续研究提供理论指导。
1
材料与方法
1. 1
材料采用广 东 众 生 药 业 股 份 有 限 公 司 提 供 的 药 用 三 七,30 头
1. 2
方法
将三七于超声波清洗仪( CE - 5200A) 清洗三七表层灰尘,利用电热风( GZX - 9070MBE) 进行 50 ℃ 干燥,晾至常温。然后采用普通粉碎机( BJ - 100) 对其进行初级粉碎 10 min,经 30 目筛网筛分,制得粗粉样品以备超微粉碎试验用。
利用行星式球磨机( QM - 3SP2) 对三七粗粉进行球磨粉碎,首先利用单因素试验确定工艺参数范围,然后设计正交旋转试验方案,并对试验结果进行分析。
采用激光粒度仪( Mastersizer2000) 检测各种球磨参数下三七粉的粒径分布。
1. 3
试验设计
1. 3. 1
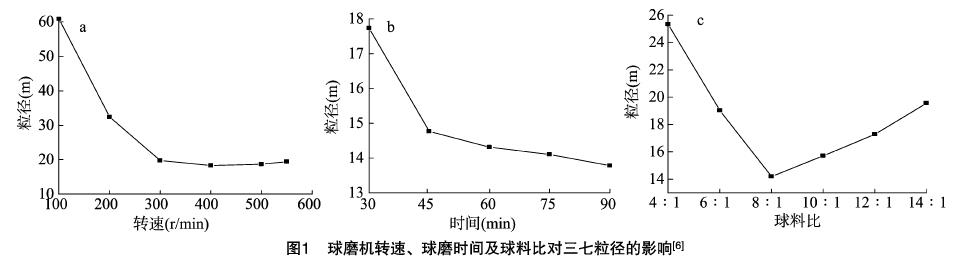
单因素试验 利用球磨机对三七粗粉进行球磨粉碎试验,首先采用单因素控制法分析各球磨工艺参数对三七粉体粒径的影响,初定水平分别为: ( 1) 球料比分别采用 4 ∶ 1、6 ∶ 1、8 ∶ 1、10 ∶ 1、12 ∶ 1、14 ∶ 1,中小球质量比 1 ∶ 6、转速500 r / min、研磨时间 60 min。( 2) 球磨机转速分别采用 300、350、400、450、500、550 r / min,球料比 12 ∶ 1、中小球质量比1 ∶ 6、研磨时间 60 min。
( 3 ) 研磨时间分别采用 30、45、60、75、90 min,球料比 12 ∶ 1、转速 500 r / min、中小球质量比1 ∶ 6。
由图 1 可以看出,球料比应当控制在 ( 8 ~ 12 ) ∶ 1 之间,转速在 300 ~ 500 r/min 为宜,粉碎时间为 0. 75 ~ 1. 50 h为宜。
1. 3. 2
正交旋转试验
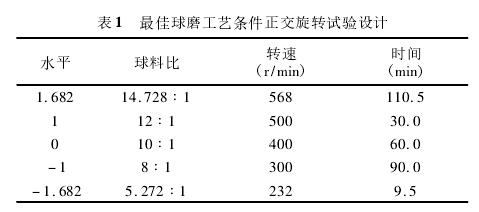
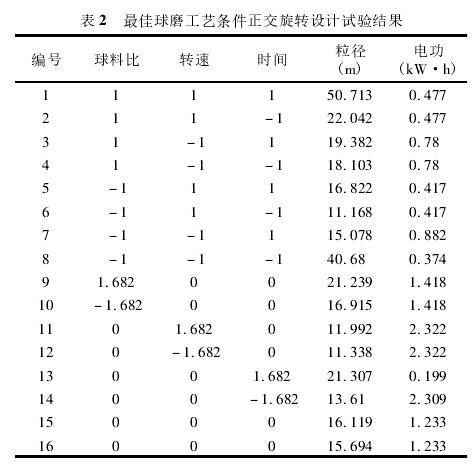
根据单因素试验结果确定正交旋转试验因素水平,结果如表 1 所示。然后再确定试验方案,得到试验建立的正交旋转设计试验,结果如表 2 所示。
2 结果与分析
2. 1
多指标的综合平衡法结果采用综合平衡法分析( 即极差分析) ,使三七粒径和球磨机电功这 2 项指标都尽可能好。
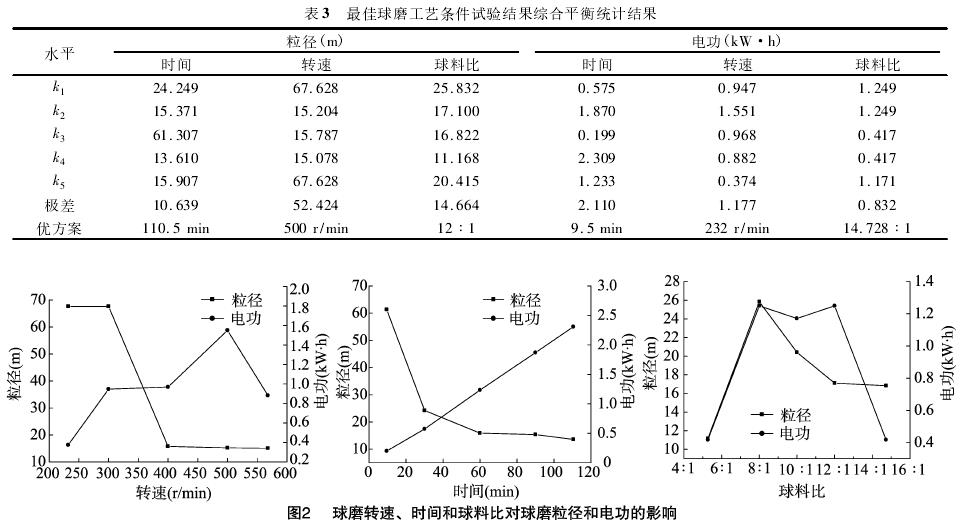
利用表 2 的数据整理出综合平衡统计表( 表 3) 。
由表 3
可以看出,粒径最优的工艺是: 球磨时间 110 min,转速 500 r/min,球料比是 12 ∶ 1; 电功最优的工艺是: 球磨时间 9.5 min,转速 232 r/min,球料比是 14.728 ∶ 1。如图 2 所示,对粒径和电功来说,转速的极差都是最大的,即转速是影响最大的因素,且为 400 r/min 时最好; 时间的极差都不是最大的,即时间不是影响最大的因素,是较次因
素,且 90 min 是最好的; 球料比极差都是最小的,即是对 2 个指标影响都是最小的,且 4 ∶ 1 时最好( 图 2 - c) 。
因此,综合粉碎粒径和球磨所需电功最优工艺参数为: 转速 400 r/min、时间 90 min、球料比 4 ∶ 1。各个因素的主次关系为转速 > 时
间 > 球料比。
2. 2
能耗指标响应曲面数据分析通过对试验数据进行响应面分析得到能耗回归模型的显著性检验、能耗综合分析和能耗回归与分析,结果如表 4、表 5和表
6 所示。
对比试验相关因素,初定球料比为非线性量。排除球料比后所得方程线性度高、可靠性非常好。
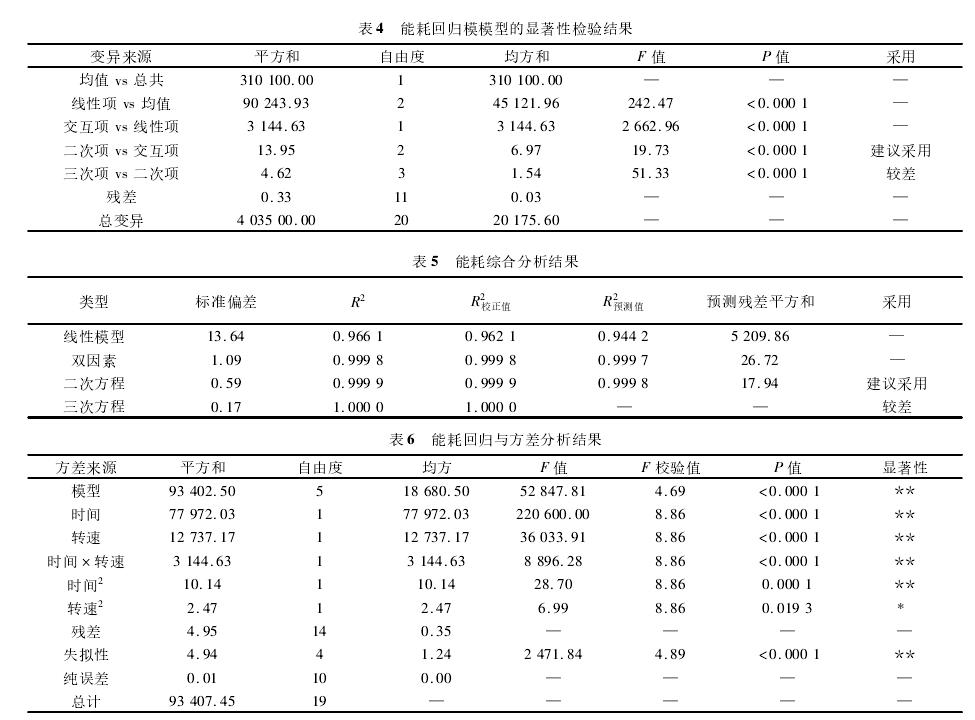
由表 4、表 5 可知,采用二次项模型对能耗的预测准确性好,能解析 99. 99% 的试验数据,所以对能耗模型选择二次函数。由表 6 可知,模型、时间、转速、
时间 × 转速、时间2、转
速2、失拟性的 P 值均小于 0. 01,说明其影响是极显著的。
因此,本试验所得的三七能耗响应面二次回归方程的预测准确性非常高。
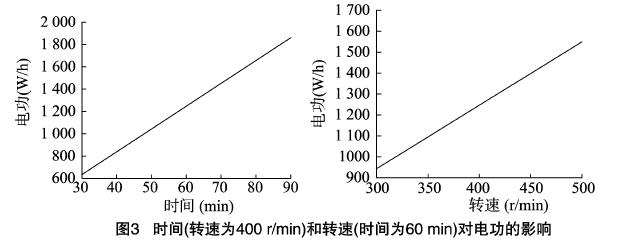
将 各 变 量 转 化 为 实 际 值 得 到 的 方 程 为: 电 功( W·h) = +8. 356 75 -0. 036 872 ×
时间 -0. 031 532 × 转速 +5. 557 27 × 时间 × 转 速 + 1. 011 71 × 时 间2+ 4. 203 54 ×转速2。
通过观察方程的系数可知,影响能耗的关键因素的重要性排序为转速 > 时间 > 球料比,这与“2. 1”节的分析结果一致。此外,响应面曲面单因素分析结果如图 3 所示。由此可以看出,电功与时间和转速都成正比关系,若要降低研磨时的功耗,时间和转速都要小
3
结论
本研究采用行星式球磨机对三七进行超微粉碎的能耗试验,通过单因素试验,研究球磨机转速、球料比和球磨时间对三七超微粉碎粒径影响规律,确定正交旋转试验的参数取值范围: 转速为 300 ~ 500 r/min,球磨时间为 0. 75 ~ 1. 50 h,球料比为 8 ~ 12 ∶ 1。
通过 3 因素二次回归正交旋转组合设计试验,对粒径和电功 2 个指标进行综合平衡法分析,得出最优组合工艺参数为: 转速 400 r/min、时间 90 min、球料比 4 ∶ 1;各个因素对粒径和能耗 2 个指标的影响主次关系为: 转速 >时间 > 球料比。
通过对能耗指标响应曲面数据分析得到二次回归方程为: 电功( W·h) = + 8. 356 75 - 0. 036 872 × 时间
-0. 031 532 × 转速 + 5. 557 27 × 时间 × 转速 + 1. 011 71 × 时间2+4. 203 54 × 转速2。
本试验研究初步探索了不同因素水平下
三七球磨法超微粉碎的粒径与能耗的关系,找出最优组合,但是没有分析出粒径与能耗的确切函数关系,还需要进一步研究。